

Highwing Mold a finalisé un projet de moule sur mesure pour le boîtier d'un module d'électrolyse destiné aux respirateurs et concentrateurs d'oxygène médicaux. Cette solution intègre trois moules d'injection indépendants grâce à la technologie de surmoulage, et s'adresse aux fabricants exigeant des composants sans défaut pour dispositifs respiratoires. Ce moule pour pièces plastiques de respirateurs médicaux répond aux problématiques récurrentes de la chaîne d'approvisionnement : géométrie des pièces irrégulière, contamination des matériaux et délais de livraison retardant l'assemblage des dispositifs. Grâce à une conception conforme aux normes HASCO et à l'utilisation d'acier S136H dans toutes les cavités, l'outillage atteint plus d'un million de cycles d'injection avec une finition de surface polie, tout en maintenant un temps de cycle de 30 secondes sur une presse de 120 tonnes.
Données de configuration et de processus du moule
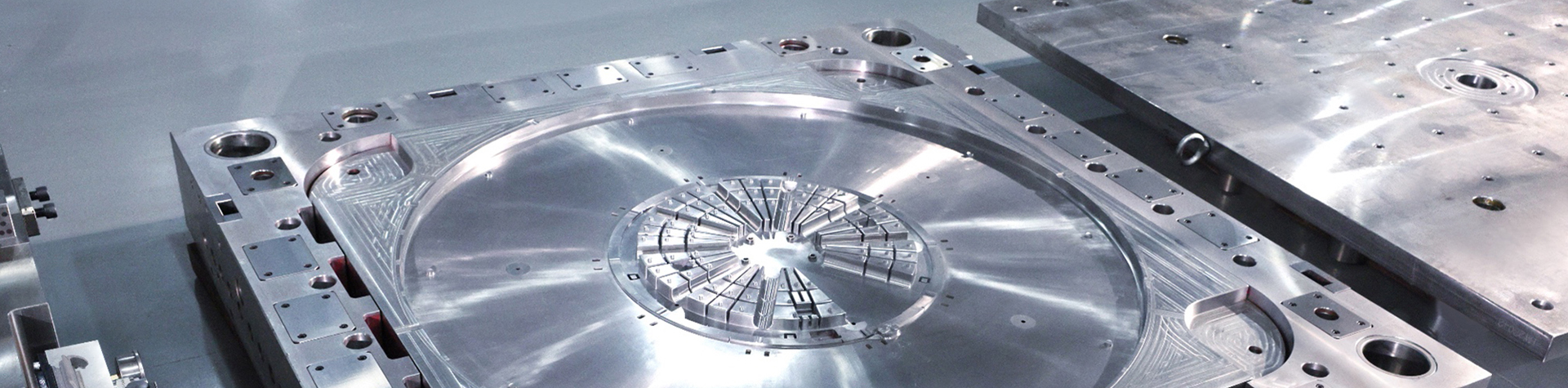
Le boîtier du module d'électrolyse nécessite trois moules distincts en raison des contraintes d'assemblage multi-matériaux. Chaque moule est un moule d'injection dédié à la fabrication de boîtiers médicaux, produisant une seule cavité par cycle grâce à un système d'injection à canaux froids. Le tableau ci-dessous récapitule les paramètres de production validés enregistrés lors du contrôle du premier article.
| Paramètre | Spécification |
|---|---|
| Norme de moule | HASCO |
| Acier à mouler | S136H |
| Quantité de cavités | Célibataire |
| Type de coureur | Coureur à froid |
| Matériau du produit | PP (Qualité médicale) |
| Surface du moule | Poli (SPI A-2) |
| Temps de cycle | 30 s |
| Tonnage | 120 tonnes |
| Durée de vie du moule | Plus d'un million de photos |
| Délai de mise en œuvre | 4 semaines |
Le surmoulage par insertion intègre les contacts métalliques directement dans le boîtier en polypropylène lors de l'injection, éliminant ainsi les étapes d'assemblage secondaires. Cette approche réduit l'accumulation des tolérances à ±0,05 mm sur les surfaces d'étanchéité critiques, une exigence fréquemment demandée par les fabricants de ventilateurs qui auditent les fournisseurs alternatifs de moules d'injection pour boîtiers médicaux.
Pourquoi ce moule d'injection plastique pour boîtiers médicaux favorise la conformité des dispositifs respiratoires
Les composants des ventilateurs médicaux doivent résister à des stérilisations répétées et conserver leur stabilité dimensionnelle sous l'effet des variations de pression. Le moule d'injection plastique pour boîtier médical décrit ici utilise de l'acier S136H pré-trempé, offrant une dureté Rockwell de 48 à 52 HRC et une résistance à la corrosion par des désinfectants tels que les vapeurs de peroxyde d'hydrogène. Lors d'un test de vieillissement accéléré de 500 heures, la surface polie de la cavité n'a présenté aucune piqûre, préservant ainsi la transparence de la pièce au niveau de la fenêtre du boîtier permettant aux opérateurs d'inspecter l'activité d'électrolyse.
Pour les équipes d'achat comparant les fournisseurs, la constance d'un moule d'injection validé pour boîtiers médicaux a un impact direct sur la documentation relative à l'autorisation FDA 510(k) ou au marquage CE. Notre dossier qualité comprend une analyse de l'écoulement du moule, des certificats de matériaux conformes à la norme ISO 10993-5 et des rapports dimensionnels pour 30 pièces par cavité. Ces documents permettent au fabricant de dispositifs médicaux de réduire son délai d'examen du premier article de deux semaines à trois jours, d'après les retours d'expérience de trois fabricants de ventilateurs qui sont passés d'ateliers de moulage classiques à notre ligne de production dédiée aux moules d'injection plastique pour dispositifs médicaux.
Choisir un fabricant de moules d'injection pour boîtiers médicaux : cinq points de vérification
Les fabricants d'équipements médicaux demandent souvent comment qualifier un fabricant de moules d'injection pour boîtiers médicaux sans commander au préalable des moules d'essai. Forts de notre expérience dans la livraison de plus de 200 jeux de moules médicaux, nous recommandons d'examiner les cinq points suivants avant le lancement de la production d'outillage :
Traçabilité de la nuance d'acier : exigez les certificats d'usine pour chaque plaque de moule. Pour les boîtiers d'électrolyse, seul l'acier S136H ou un acier équivalent 1.2316 ESR fondu permet d'éviter la fissuration induite par les chlorures.
Validation du surmoulage par insertion – Demandez les rapports de projets précédents démontrant une précision de positionnement des inserts ≤ 0,03 mm. C’est là que de nombreux ateliers généralistes échouent lorsqu’ils tentent de réaliser un moule pour des pièces en plastique destinées à un respirateur médical.
Analyse de l'équilibre du canal froid – Même dans les moules à cavité unique, l'apport de matière fondue influe sur la cristallinité du PP. Nous simulons le taux de cisaillement et le temps de solidification à l'aide de Moldflow Advisor avant la découpe de l'acier.
Suivi du respect des délais – Vérifiez que le fabricant de moules d'injection pour boîtiers médicaux peut fournir des photos hebdomadaires de l'avancement de la fabrication et un diagramme de Gantt aligné sur un cycle de livraison de 4 semaines, comme nous le faisons pour chaque commande de moules d'injection plastique pour appareils médicaux.
Certificats de test de cycle de vie – Un moule conçu pour plus d'un million de tirs doit être accompagné d'une garantie signée pour ce nombre de cycles, couvrant le remplacement de la plaque d'usure et le réalignement de la broche d'éjection.
Minimiser les temps d'arrêt grâce à un délai de préavis de quatre semaines
Lorsqu'une ligne de production de respirateurs rencontre une panne d'outillage ou une hausse soudaine de la demande, le délai de livraison devient crucial. Ce moule pour pièces en plastique de respirateur médical est expédié sous quatre semaines grâce à notre stock de blocs S136H pré-durcis et de composants conformes à la norme HASCO. Aucun délai d'usinage supplémentaire n'est nécessaire. Pour un client du secteur des concentrateurs d'oxygène, cette solution a permis de remettre en service sa production de boîtiers 11 jours plus rapidement que son précédent fournisseur de moules d'injection pour boîtiers médicaux.
La conception du moule d'injection pour boîtiers médicaux permet également une maintenance rapide. Tous les canaux de refroidissement sont percés en ligne droite, sans intersection, ce qui permet à un technicien de maintenance de nettoyer et de remonter le moule en plastique en moins de 90 minutes lors d'un arrêt programmé de la presse. Cet avantage en matière de facilité d'entretien est souvent négligé jusqu'à ce qu'un arrêt de production révèle qu'un moule concurrent nécessite un démontage complet.
Application à travers différents segments d'appareils médicaux
Bien que ce projet soit axé sur les modules d'électrolyse pour ventilateurs, le même cadre d'ingénierie s'applique à d'autres applications de moulage par injection plastique pour dispositifs médicaux, comme les boîtiers de pompes à perfusion, les étuis de dispositifs d'aspiration portables et les bouchons de régulateurs d'oxygène. Les projets de moulage par injection plastique pour dispositifs médicaux partagent des exigences de validation communes : conformité des matériaux à la norme USP Classe VI, emballage compatible avec les salles blanches et traçabilité dimensionnelle au niveau du lot. En choisissant un fabricant de moules d'injection pour boîtiers médicaux possédant une expérience multisegmentaire, les marques de dispositifs réduisent les erreurs de traduction technique et accélèrent leur mise sur le marché.
Informations de contact pour les demandes de renseignements
Pour demander un rapport DFM pour votre prochain moule de pièces en plastique pour ventilateur médical ou pour auditer notre cellule de production de moules d'injection pour boîtiers médicaux, contactez-nous directement.
Robert Gao
Téléphone portable : +86 139 2377 0845
Courriel : robertgao@highwingmold.com